
How to Prevent Sheet Metal Assembly Problems in OEM Production
In OEM sheet metal projects, a very common issue is sheet metal assembly problems.The common feedback from customers is:
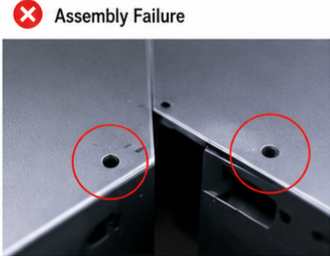
“The inspection report of your parts is qualified, but we still can’t assemble them correctly.”
Such situations are very common in the industry, and they usually do not occur at the sample stage but gradually emerge after the mass production begins.
More importantly — Even after undergoing multiple rounds of rework, many suppliers still cannot accurately predict such problems before production.
Why Do Sheet Metal Assembly Problems Occur?
We have worked on many OEM projects across Europe, North America, and Asia. Such problems keep recurring. In fact, there is a common point: changing suppliers can solve the problem temporarily, but it will soon recur. The reason is usually not that the suppliers are incompetent, but that they have a different way of looking at the problem.
1. Most Suppliers Focus on Parts, Not Assembly
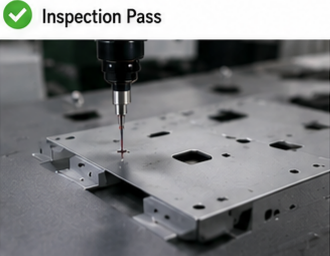
The most common practice in the industry is: drawing → processing → inspection → shipment. In this sequence, the only concern is whether the part is within the tolerance range.
However, the assembly problems never occur at the component stage. Instead, they arise when the components are fixed, when multiple components begin to interact, and when the welding stress begins to release.
2. The Hidden Gap Between Design and Manufacturing
Many OEM designs assume that the sheet materials are completely rigid during design, that the bending process will not alter hole positions, that welding will not affect the structure, and that production batches will be completely consistent. However, in actual production, after bending, the hole positions will deviate slightly, welding will generate invisible stresses, long structures will gradually “expand” or “contract”, and the behavior of different batches of materials will vary. This behavior is closely related to the bending-related assembly issues explained in Why Your Metal Bending Parts Don’t Fit in Assembly
3. Why Small Tolerances Become Big Assembly Problems
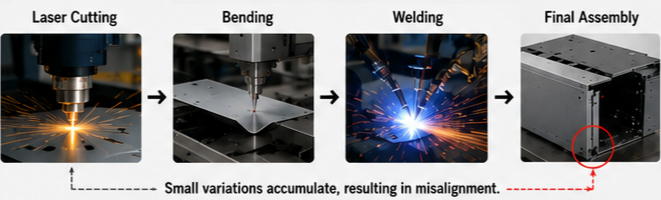
Many customers would say, “Each part is within the tolerance range, why can’t it be assembled?” The reasons are errors in laser cutting, deviations in bending angles, welding deformations, and fixture positioning deviations. When viewed individually, none of these issues is problematic. However, in the assembly state, these errors will be “amplified” by the structure rather than added together.
This is exactly the situation explained in Why Precision Laser Cutting Parts Still Fail During Assembly, where seemingly qualified components still lead to unstable final assembly results.
Why Changing Suppliers Often Doesn’t Solve the Problem
We have witnessed many customers going through this process: Supplier A → Problem occurs → Switch to Supplier B → Still has problems → Switch to Supplier C. But the outcome is often the same.
The reason is simple: The suppliers have changed, but the “way of judging” the problem remains the same. Most factories are still doing the same thing: making parts, inspecting parts, and shipping them.
How We Prevent Assembly Problems Before Production
When we handle an OEM project, we won’t move directly to production at the start. Instead, we will first do one thing: Will this structure have any problems “after it is assembled“?
DFM Review Before Production Starts
With 19 engineers, each having more than 10 years of industry experience, we evaluate:Assembly process feasibility、Tolerance stack-up risks、Potential welding distortion、Manufacturability of the overall structure。
Optimizing the Process, Not Redesigning the Part
In many cases, solving assembly issues does not require changing the drawing itself. Instead, we optimize the manufacturing process by:Applying bending compensation where necessary、Adjusting welding sequences to minimize distortion、Introducing minor positional compensation for critical features、Implementing fixtures and process controls to improve consistency.


Controlling Production Consistency, Not Just Sample Approval
Many suppliers encounter problems during mass production because they only guarantee sample accuracy. However, we control deviations between batches, the consistency of tooling and fixtures, changes caused by tool wear, and differences between material batches.
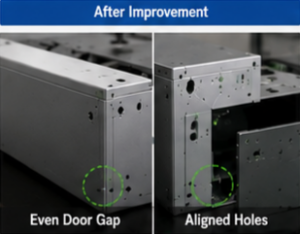
Real OEM Case: From 18% Assembly Failure to 0.7%
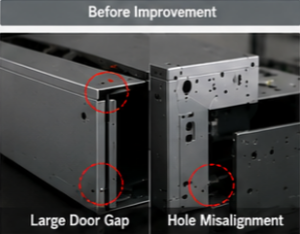
We have undertaken a project involving a stainless steel case. The client’s problem was that all parts were qualified for inspection. Still, the door panels consistently showed deviations during assembly, and the results varied across batches. They had already changed two suppliers before, but the problem persisted.
The first thing we did when we intervened was not to remake the parts, but to re-examine how the entire structure “deformed”.
It was later discovered that the welding sequence caused the structural stress to be fixed in one direction, that the assembly reference point was inherently unstable, and that the hole positions did not account for the offset after bending.
The adjustments we made: changed the welding sequence, added assembly positioning fixtures, and made minor compensations to keyholes.
Result:Assembly failure rate decreased from 18% → 0.7%, batch stability was restored, and the customer subsequently directly switched to a long-term OEM partnership.
Customer feedback: “Previously, we were constantly making changes to the parts, but the problem actually lies in the structure itself.”
Why OEM Customers Choose Us
Most Suppliers Deliver Parts. What we deliver is: A stable and reliable result.
This experience has shown us that assembly issues are rarely caused by a single process. More often, they result from design details, tolerance accumulation, process interactions, and production variability.
To address these risks early, our team includes 19 engineers with more than 10 years of experience, dedicated to DFM review, manufacturability evaluation, and assembly risk assessment before production begins.
Rather than waiting to solve problems after parts are made, we work to identify potential issues during the engineering stage.
Our 9,000㎡ manufacturing facility provides fully integrated production capabilities, including:
- 38 sets of stamping machines(80–400 tons)
- 2 sets of 6KW laser cutting machines
- 3 sets of bending machines
- 1 automatic spot welding line
- 2 five-axis machining centers
- 2 surface treatment lines
- 2 CMM inspection equipment
The real difference is that we evaluate how a structure will perform during assembly before it enters production.



Conclusion: Assembly Success Starts Before Production
The core issue in OEM sheet metal assembly problems is not machining accuracy but rather: Did anyone consider “what might go wrong with the assembly” before production began?
Facing Sheet Metal Assembly Issues in Your OEM Project?
✅ Assembly risk analysis · DFM evaluation · Production stability
📩 tylor@xinjiuxinji.com — Response within 24h with DFM feedback & quotation
Many assembly issues should be caught before production starts — not after delivery. Upload your drawings for a structural risk assessment.


